- English
- 简体中文
- Esperanto
- Afrikaans
- Català
- שפה עברית
- Cymraeg
- Galego
- 繁体中文
- Latviešu
- icelandic
- ייִדיש
- беларускі
- Hrvatski
- Kreyòl ayisyen
- Shqiptar
- Malti
- lugha ya Kiswahili
- አማርኛ
- Bosanski
- Frysk
- ភាសាខ្មែរ
- ქართული
- ગુજરાતી
- Hausa
- Кыргыз тили
- ಕನ್ನಡ
- Corsa
- Kurdî
- മലയാളം
- Maori
- Монгол хэл
- Hmong
- IsiXhosa
- Zulu
- Punjabi
- پښتو
- Chichewa
- Samoa
- Sesotho
- සිංහල
- Gàidhlig
- Cebuano
- Somali
- Тоҷикӣ
- O'zbek
- Hawaiian
- سنڌي
- Shinra
- Հայերեն
- Igbo
- Sundanese
- Lëtzebuergesch
- Malagasy
- Yoruba
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Кућа
>
Производи > Сцревс > Завртњи за бушење / резање навоја > Вијци за бушење са попречним удубљењем са упуштеном главом са навојем за урезивање







Вијци за бушење са попречним удубљењем са упуштеном главом са навојем за урезивање
Искусите ефикасне операције бушења и урезивања помоћу шрафова за бушење са удубљеном и упуштеном главом са навојем за урезивање ДИН ЕН ИСО 15483 - 2000. Ови завртњи, који испуњавају међународне стандарде, нуде поуздане перформансе у различитим применама. Било да се ради о грађевинарству, аутомобилској индустрији, индустрији или другим задацима који захтевају функционалност бушења и урезивања, ослоните се на ДИН ЕН ИСО 15483 - 2000 завртње за ефикасно причвршћивање.
Модел:DIN EN ISO 15483
Пошаљи упит
Опис производа
Завртњи за бушење са упуштеном главом са удубљеним навојем са навојем за урезивање:Завртњи за бушење са упуштеном главом са упуштеном главом са навојем за урезивање ДИН ЕН ИСО 15483 - 2000 су специјализовани причвршћивачи дизајнирани за операције бушења и урезивања у различитим материјалима, који се обично користе у грађевинарству, аутомобилској индустрији и индустријском сектору.
Усклађеност са стандардом ДИН ЕН ИСО 15483 - 2000:Ови шрафови су у складу са ДИН ЕН ИСО 15483 - 2000 стандардом, обезбеђујући висококвалитетне перформансе и поузданост у примени бушења и урезивања на различитим материјалима.
Двострука функционалност:Са дизајном навоја за бушење и урезивање, ови завртњи омогућавају ефикасне операције бушења и урезивања у једном кораку, смањујући време монтаже и повећавајући продуктивност.
Дизајн подигнуте упуштене главе са попречним удубљењем:Са подигнутом упуштеном главом и попречним удубљењем, ови завртњи нуде једноставну инсталацију и уклањање помоћу компатибилних одвијача, пружајући практичност и разноврсност у задацима причвршћивања.
Широка примена:Погодан за широк спектар примена у грађевинарству, аутомобилској индустрији, индустрији и другим секторима где су операције бушења и урезивања потребни за сигурно и поуздано причвршћивање.
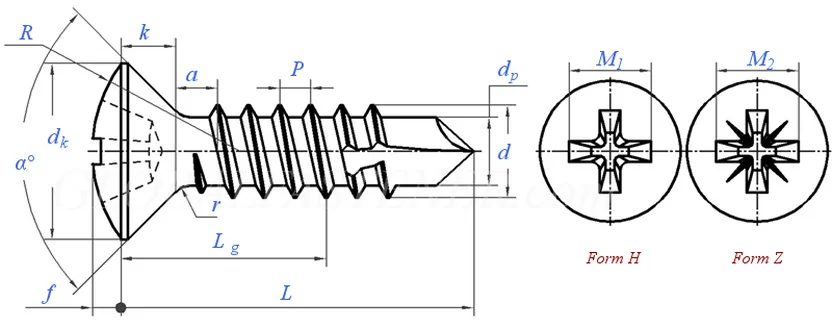
| ①, Функција врха бургије (пречник дп) је наведена у ИСО 10666. ②, материјал: а) Користиће се челик који очвршћује кућиште или челик који се може термички обрађивати б) Тврдоћа: Минимална површинска тврдоћа вијака за бушење након термичке обраде треба да буде 530 ХВ 0,3; Тврдоћа језгра након термичке обраде треба да буде: 320 ХВ 5 до 400 ХВ 5 за навоје ≤СТ4.2, 320 ХВ 10 до 400 ХВ 10 за навоје > СТ4.2; Према ИСО 10666 |





Хот Тагс: Вијци за бушење са попречним удубљењем са упуштеном главом са навојем за урезивање, Кина, произвођачи, добављачи, фабрика, велепродаја, прилагођени, квалитет
Повезана категорија
Завртњи са утичницом са 12 тачака
Завртњи за бушење / резање навоја
Вијци са имбус утичницом
Хек Таппинг Сцревс
Завртњи са шестоугаоним утичницом
Кнурлед Сцревс
Мацхине Сцрев
Сет / завртњи без главе
Вијци за урезивање
Винг / Тхумб Сцревс
Воод Сцревс
Вијак са упуштеном главом
Пошаљи упит
Слободно пошаљите свој упит у форму испод. Одговорићемо вам у року од 24 сата.